

Құбырларды бекітетін қалып, оның ішінде бірінші қалып пен екінші қалып.Бірінші матрица корпусы бірінші кірістірумен ендірілген, бірінші кірістіру бірінші ойықпен қамтамасыз етілген, бірінші ойық бірінші матрица корпусындағы ойықпен байланысады.Екінші қалып корпусы екінші кірістіру блогымен, екінші кірістіру блогы екінші ойықпен қамтамасыз етілген.Екінші ойық екінші модульдегі ойықпен байланысады.Екінші матрицаны бөлшектеуге және бірінші штамптың корпусына орнатуға болады, ал бірінші штамптың корпусы, екінші қалып корпусы, бірінші кірістіру және екінші кірістіру бірге құбыр фитингінің қуысына жабылады.Бірінші және екінші кірістірулер бериллий мысынан жасалған.Өнертабыс құбыр арматурасының өнім құрылымының күрделі бөлігінде салқындату жылдамдығын тиімді жақсарта алады және өнімнің беріктігін арттыруға және қалыптың аршылуының алдын алуға ықпал етеді.
Пластмассақұбырды бекітужиі қолданылатын өнеркәсіптік бөлшектердің бір түрі болып табылады.Өндіру үшін көбінесе бөлшектерді орнату қажетқұбыр фитингтерікүрделі арнайы пішінді құрылымдар ретінде.Мысалы, автомобильдің қабылдау құбыры мен шығыс құбыры әдетте гофрленген құрылыммен жасалған.Гофрленген құрылым жұмыста шуды азайту және шуды жою және тегіс ауа ағыны рөлін атқара алады, сонымен қатар оны орнату оңай болуы мүмкін.
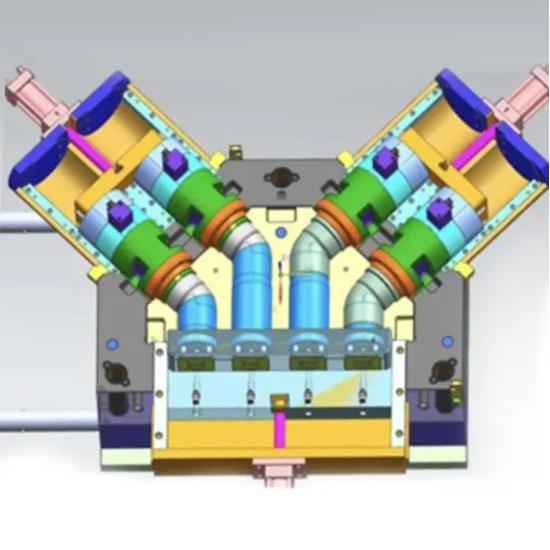
Пластмассақұбыр фитингтеріарнайы пішінді құрылымы бар әдетте үрлеу әдісін тұтастай қабылдайды, қалып қуысын үрлеуге сәйкес цилиндрлік дайындамамен үрлеу өнімдерін.Матрицадағы құбыр фитингінің дұрыс емес құрылымына сәйкес келетін бөліктер сәйкес құрылымдарға ие.Құрылымның беті үлкен болғандықтан, үрлеу процесінде жердегі қыздыру беті үлкенірек, температура жоғарырақ, ал орны қалыптың ортасында орналасады, салқындату оңай емес.Төмен салқындату беріктігі әдетте қалыптан тыс құрылымдағы құбыр арматурасының төмен беріктігіне әкеледі, бұл құбыр арматурасының сапасыздығына әкеледі.
Сонымен қатар, күрделі пішінді арнайы пішінді құрылымды орнатуға байланысты, аршу процесі, қарсылық өте үлкен, егер салқындату жақсы болмаса, грильде немесе қалыптан шығару деформациясын жасау оңай, бұл көбінесе өндіріс тиімділігінің төмендеуіне және тіпті жойылуына әкеледі, нақты өндіріс процесінде босату агентіне тым көп сену және босату агентін пайдалану бір жағынан өнім құнының өсуіне әкеледі, екінші жағынан оператордың денсаулығына зиян келтіреді.
Тұрақты емес құбыр құрылымына сәйкес келетін қалыптың салқындату беріктігін қалай жақсартуға болады - бұл саладағы техниктер шешуі керек ең маңызды мәселелердің бірі
Жіберу уақыты: 01.04.2021 ж