

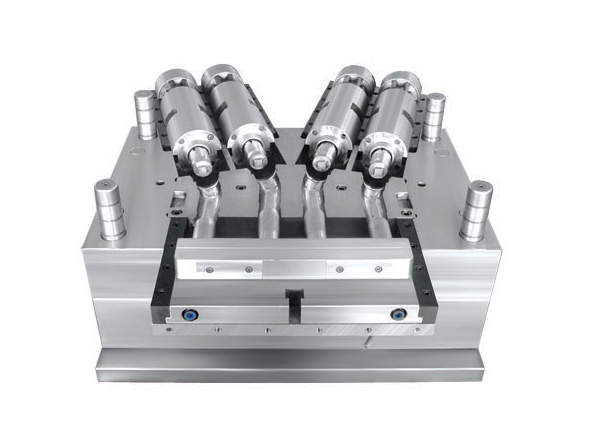
Бірінші қадам: өнімнің 2D және 3D сызбаларын талдаңыз және қорытыңыз және жобаның жобасын орнатыңыз.ПВХ құбырларын бекітетін қалып.Мазмұн келесі аспектілерді қамтиды:
1. Бұйымның геометриялық пішіні.(ПВХ құбырының пішіні, swrқұбыр қалып)
2. Бұйым өлшемдері, рұқсат етілген мәндер және дизайн эталондары.
3. Өнімнің техникалық талаптары (қаттылық, пластификация дәрежесі және т.б., кейде өнімді қайта өңдеуді қарастыру керек)
4. Өнімде қолданылатын пластмассаның атауы, шөгуі және түсі.(Мысалға,ПВХ құбырларын бекітетін қалыпжәнеUPVC, CPVC құбырларын орнатуға арналған қалыпдизайнда әртүрлі қалып материалдарын қолданыңыз)
5. Өнімнің бетіне қойылатын талаптар.
2-қадам: бүрку машинасының үлгісін анықтаңыз.
Инъекциялық машинаның спецификациясы негізінен пластикалық өнімнің өлшеміне және өндірістік партияға негізделген.Инъекциялық машинаны таңдағанда, конструктор негізінен оның пластификация жылдамдығын, бүрку көлемін, қысу күшін, орнату қалыптарының тиімді аймағын (инжекциялық машинаның байлау шыбықтары арасындағы қашықтық), модульді, шығару формасын және шығару ұзындығын ескереді.
Егер тұтынушы пайдаланылған бүрку машинасының үлгісін немесе спецификациясын ұсынған болса, конструктор оның параметрлерін тексеруі керек.Мысалы, егер тұтынушы инжекциялық қалыптау машинасының байлау штангаларының ішкі қашықтығын 680*680мм етіп таңдаса, оның өлшеміПВХ құбырларын бекітетін қалыпбұл ауқымнан аспауы керек, әйтпесе ауыстыруды тұтынушымен талқылау керек.
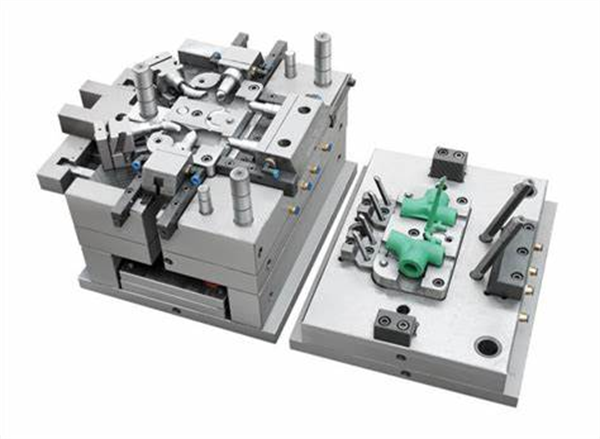
Үшінші қадам: қуыстардың санын анықтауПВХ құбырларын бекітетін қалыпжәне қуыстарды орналастыру Қалып қуыстарының санын анықтау негізінен құбырдың жобаланған ауданына, геометриялық пішініне (бүйірлік өзек тартылған немесе тартылмайтын), өнімнің дәлдігіне, партия өлшеміне және экономикалық тиімділікке негізделген.Қуыстар саны негізінен келесі факторларға байланысты анықталады:
1. Өнімнің өндірістік партиясы (айлық партия немесе жылдық партия).
2. Өнімнің бүйір өзегін тарту мүмкіндігі бар ма және оны өңдеу әдісі.
3. Қалыптың сыртқы өлшемдері және инъекциялық машинада орнатылған қалыптың тиімді ауданы (немесе инъекциялық машинаның тарту штангалары арасындағы қашықтық).
4. Өнімнің салмағы және айдау машинасының инъекция көлемі.
5. Бұйымның жобаланған ауданы және қысқыш күші.
6. Өнімнің дәлдігі.
7. Өнімнің түсі.
8. Экономикалық пайда (қалыптардың әрбір жиынтығының өндірістік құны).
Шұңқырлардың санын анықтағаннан кейін қуыстарды орналастыру және қуыстардың орналасу схемасы орындалады.Қуыстың орналасуы қалып өлшемін, ысырма жүйесінің дизайнын, ысырма жүйесінің теңгерімін, өзек тарту (сыртқы) механизмінің конструкциясын, кірістіру өзегі дизайнын және ыстық жүгіргіштің дизайнын қамтиды. жүйесі.Жоғарыда аталған мәселелер бөлу беті мен қақпаның орналасуын таңдаумен байланысты, сондықтан нақты жобалау процесінде қажетті түзетулер енгізу керек.ПВХ құбырларын бекітетін қалыпең мінсіз дизайнға қол жеткізу үшін қажет.
Жоғарыда көрсетілген 3 қадам арқылы ПВХ құбырларын орнату қалыптарының құнын, сәйкес өндіріс жоспарын және ұзақ мерзімді экономикалық пайданы шамамен есептеуге болады.Қалып өндірушілерді таңдау және кейінгі өндірісті жоспарлау үшін тиімді жоспарлау және уақтылы түзетулер жасауға болады.Longxin Mold дизайны мен өндірісіне бағытталғанПВХ құбырларының қалыптары.Егер сіз құбыр қалыптарының сенімді жеткізушісін іздесеңіз, бізбен дереу хабарласыңыз.Longxin Mold кәсіби сату командасы мүмкіндігінше тезірек сізбен байланысады.
Жіберу уақыты: 11 тамыз 2021 ж